


激光增材制造过程中的温度和熔池监控研究
发布时间:2018-05-07
产玉飞、张敏、陈长军
苏州大学激光加工中心
苏州工业园区激光产业创新联盟协会
江苏省激光产业技术创新战略联盟
近年来各国高度关注的激光增材制造技术(俗称3D打印)能够在无需任何模具和工件的条件下,根据计算机三维模型,通过激光逐层熔化成形的方式,实现复杂零件直接近净成形。该技术具有制造周期短、材料利用率高、工艺柔韧性好等独特优势,对制造产业产生了重要影响,在工业生产,航空航天,医学医疗等诸多领域有着广泛且重要的应用。然而,诸多技术上的挑战阻碍了激光增材制造技术的广泛应用和发挥它拥有的巨大潜力,其中最大的一个障碍就是最终产品的质量检测,尤其是对产品质量有着极高要求的领域如航空航天和医学医疗领域,因此需要对激光增材制造过程进行监测和控制。通过对制造过程进行监控,以减少缺陷的产生,提高产品的尺寸精度和力学性能,最终达到提高产品质量的目的。
目前很多国内外的研究人员在如火如荼地对激光过程监控进行研究,他们研究出了很多能对激光增材制造过程进行监控的系统,这些系统只要集中在对熔池的物理参数进行在线检测和对组件的缺陷进行检测并且通过反馈控制减少这些缺陷上。激光监控过程主要分为两个部分,一个是数据采集,一个是数据处理。数据采集主要有两个部分,熔池形貌和熔池温度,熔池形貌一般是通过CCD相机或红外相机得到,熔池温度一般是通过光电二极管或高温计测得。数据处理是指将测得到的数据经加工后传送给控制器,由控制器对系统的运行参数进行配置更新,对系统的运行过程进行有效的控制,从而使产品的质量得到提高。值得注意的是控制器使用的控制方法有多种,有传统的PID控制,有模糊控制,还有人工智能控制如神经网络控制等,目前使用最为成熟的是传统PID控制,目前研究的热点是各种人工智能控制方法。
下面介绍一个具体控制系统的工作过程及结果,实验过程是一个激光金属沉积实验,目的是通过控制使产品的外形精度得到提高。图1是一个激光金属沉积实验过程图,通过实验可以发现产品的外形尺寸精度与制造过程中的热辐射信号有很大的关系,当热辐射信号保持不变时,熔池的尺寸基本不变,熔池尺寸的稳定会提高产品外形的尺寸精度。图2是激光金属沉积监控过程图,该过程使用了自适应PID控制方法,测量的得到的热辐射信号输入到自适应PID控制器,控制器输出控制信号,控制信号作用到激光发射器,调节激光功率使热辐射信号强度保持基本不变。
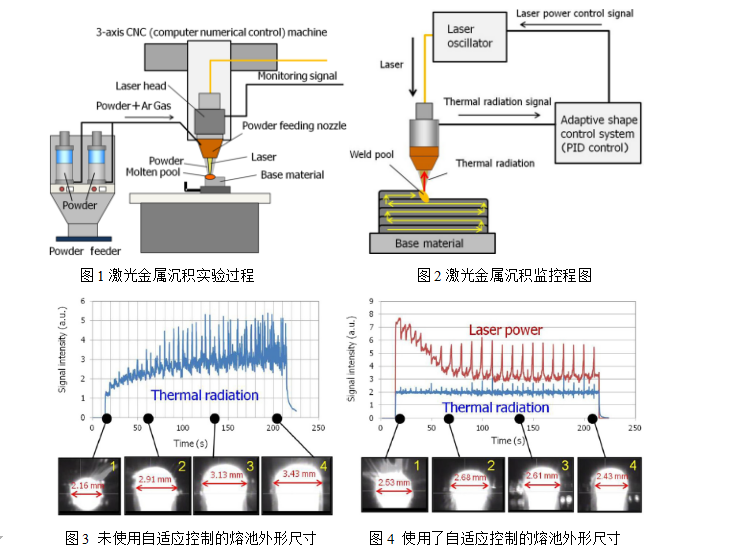
熔池的外形尺寸和热辐射温度如图3和图4所示,对比这两个图可以看出使用了控制系统的过程的热辐射信号相对稳定,基本保持在设定值2,对应的熔池的尺寸也稳定,熔池最大与最小相差0.1mm;未使用控制系统的过程的热辐射信号增大,对应的熔池尺寸增大,熔池最大与最小相差1.27mm。
产品的宏观形貌图如图5和图6所示,对比这两个图可以明显看出使用了控制系统的产品表面更加光滑,高度和宽度更加均匀,宽度的变化从63.6%下降到12.5%,可见这个自适应控制系统达到了提高产品外形精度的目的。
当然这只是激光监控过程的其中一个应用,针对不同的目标,如减少产品的缺陷,提高产品的疲劳强度和各种力学性能等等,研究人员提出了各种的控制系统和控制方法。
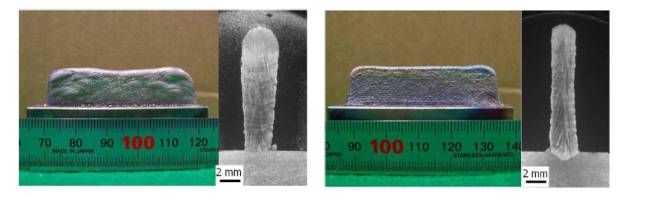
图5 未使用控制系统的产品宏观形貌 图6 使用了控制系统的产品宏观形貌
目前的研究表明由于实现控制系统和生产过程的集成十分复杂、测量工具与传感器的局限、实时控制的难以实现等因素,许多的系统尚未在实际工业生产过程中应用,该研究尚处于发展阶段,相信在不久的将来,随着研究的不断的深入,激光增材制造监控技术得到更成熟的发展和实际的应用

