


工业机器人在激光切割领域的相关技术及应用
发布时间:2017-11-24
机器人激光切割的优势
随着汽车业、军工及重工等行业的飞速发展,这些行业中的三维钣金零部件和特殊型材的切割加工呈现小批量化、多样化、高精度化的趋势。工业机器人和光纤激光所组成的机器人激光切割系统一方面具有工业机器人的特点,能够自由、灵活的实现各种复杂三维曲线加工轨迹,另一方面采用柔韧性好、能够远距离传输激光光纤作为传输介质,不会对机器人的运动路径产生限制作用。相对于传统的加工方法,机器人激光切割系统在满足精确性要求的同时,能很好地提高整个激光切割系统的柔性,占用更少的空间,具有更高的经济性和竞争力。
ABB机器人相关技术
与点焊、搬运等运动控制所不同的是,激光切割是基于连续工艺状态下的运动控制,除了要求机器人具有较高的运动点的精度和重复定位精度外,还对机器人运动的轨迹即机器人的直线和圆弧轨迹插补的精度提出了很高的要求。激光切割中的倒角切割和小圆切割的精度和稳定性能够很好的衡量机器人的运动控制能力。ABB利用自身强大的研发实力开发了一系列的高端技术,来满足市场的需求。所开发的True Move和Quick Move技术能够很好地解决高速情况下倒角切割的精度问题,Advanced Shape Tuning和Wrist Move技术则能够很好地解决小圆切割的精度问题。同时,结合ABB的离线编程仿真软件Robot Studio和良好的人机交互接口Flexpendant及人机界面,使得整个激光切割系统在满足客户技术要求的前提下,容易操作及管理。
1、True Move和Quick Move技术
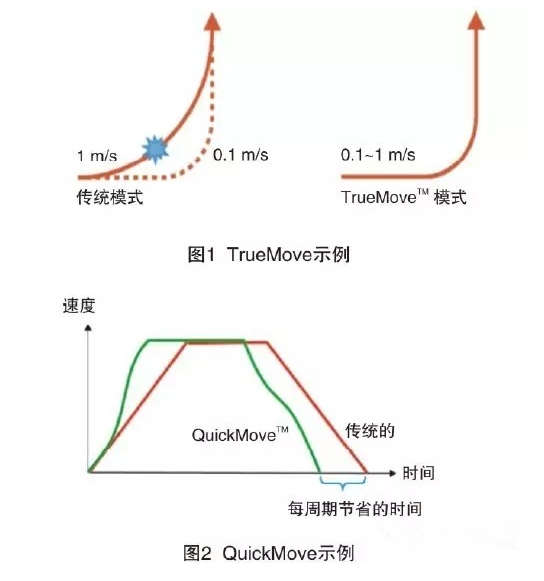
如图1所示,传统机器人在低速情况下实际路径与编程路径相吻合,但是在高速情况下做转弯运动时,实际路径就会偏离编程路径。基于高级前馈伺服控制技术的True Move极大的提升了运动控制精度,解决了机器人在高速情况下实际运动路径偏离编程路径的问题,真正实现了所编即所得。
如图2所示,传统机器人在速度上升和下降的过程中加速度保持不变,相应的完成一个动作节拍的时间也较长。基于高级动力模型控制技术的Quick Move可以精确控制机器人的加减速度和稳定速度,通过使机器人任意时刻的加速度最大化来减少动作节拍时间。
2、Advanced Shape Tuning和Wrist Move技术
ABB开发的Advanced Shape Tuning软件能够补偿机器人轴摩擦力功能,对机器人在走复杂的三维切割路径时的微小抖动、共振等情况做及时、精确的补偿。这些功能包含在机器人的选项中,应用时客户只需要调用相应的功能模块,机器人就能根据指令重复走所编程的路径并且自动获得各个轴的摩擦参数。
Wrist Move是使机器人在切割时1、2、3轴不动,只有机器人运动末端4、5、6轴进行运动,这就避免了1、2、3轴运动时轴摩擦力对小圆切割路径造成的不良影响。
3、离线编程仿真和人机交互接口
Robot Studio是ABB开发的离线编程与仿真软件,可在电脑上完成几乎所有的机器人编程与仿真。如图3所示,通过Robot Studio能够实现十分逼真的模拟,并且所用的均为实际使用的机器人程序和配置文件。配合ABB Absolute Accuracy校正系统,可以使模拟结果达到很高的精度。Robot Studio还可方便地导入IGES、STEP、CATIA等主流CAD格式数据,然后依据这些精确的数据编制机器人程序。使用软件中的AutoPath功能,仅在数分钟之内便可自动生成跟踪加工曲线所需要的机器人位置(路径),很好地解决了激光切割中复杂切割曲线无法通过示教产生的问题,大大节约了编程时间。

ABB机器人采用触摸屏式的示教器FlexPendent,配合示教器上的摇杆和简洁的按键设计,使用十分方便。同时,ABB新开发的专用切割操作软件具有良好的激光切割人机界面,将切割参数设置、轴摩擦力调整及I/O监控等界面以图形化、数字化等形式显示在示教器上,界面十分友好,便于使用人员对系统进行状态监控和操作。
相关应用案例
ABB 2600型机器人所构建的激光切割系统很好地体现了ABB机器人在激光切割应用领域相关的技术,下面以此为应用案例进行介绍。
1、 系统组成
机器人激光切割系统外部布局和内部布局分别如图4和图5所示。整个系统主要由ABB IRB 2600机器人及MTC750转台(图6a)、IPG激光器及水冷设备(图6b)、Precitec激光切割头(图6c)、RIP烟尘净化设备组成(图6d)。
1) IRB 2600机器人具有同类产品中最高的定位精度及加速度,可确保高产量及低废品率从而提高生产率。所切割的钣金件安放在MTC750转台上。应用ABB机器人的MultiMove功能,机器人和转台能够协同运动,且能达到很高的运动精度,从而保证工件的激光切割精度。
2) 激光发生器及水冷设备选用IPG公司的,型号为YLS-1000,激光最大功率为1000 W。激光采用光纤传输,经聚焦后作为切割热源,使工件被照射处的材料迅速熔化,同时用与激光束同轴的高速气流来吹除熔融物质,以形成空洞,随着光束与材料沿一定轨迹作相对运动,从而使孔洞连续形成一定形状的切缝,完成对工件的激光切割。
3) 激光切割头选用Precitec公司YRC型切割头,该切割头除了具有用来聚焦激光的聚焦透镜以及相应的光纤插口、水冷和气体连接口外,还具有高度传感器,能够进行防碰撞保护和自动浮动调焦。该功能可以有效地提高激光切割质量。

除此之外,为了防止激光切割过程中所产生的激光辐射和烟尘污染,2600机器人和MTC750转台都放置在工作房内,整个加工过程在工作房内进行,用于观察切割过程和上下料的窗口均采用特制的激光防护玻璃,产生的烟尘在加工过程中利用RIP净化设备及时抽走,从而保证了整个激光切割系统的安全性。
2、系统特点
1) 采用ABB离线编程与仿真技术,显著缩短了整个系统的编程和调试的时间,提高了整体生产效率。大部分机器人编程均可在Robot Studio环境下完成。首先将相关的机器人、转台模型,以及Precitec激光切割头、所加工工件的三维模型导入到Robot Studio中,应用AutoPath功能根据工件形状模型自动生成编程路径,必要时进行路径优化和碰撞检测。然后通过虚拟运行机器人程序,在Robot Studio虚拟三维环境中能够直观的观察机器人的运动路径,以便进行修改和调整。最后将确定好的机器人程序下载至实际的机器人控制器中,进行少量的实际调试即可完成整个系统的机器人编程。实际生产中应用该技术,无论是投产还是换线,机器人编程均可提前准备就绪,大大降低了在生产现场调试和停机中断生产的时间,提高了生产效率,扩大了机器人系统投资回报。
2) 采用ABB机器人True Move和Quick Move技术,最大程度地保证了机器人的运动精度和速度。同时利用Advanced Shape Tuning对2600机器人6个轴的摩擦力进行补偿,提高了机器人自身运动精度,最大程度地降低了机器人运动误差对激光切割质量的不良影响。
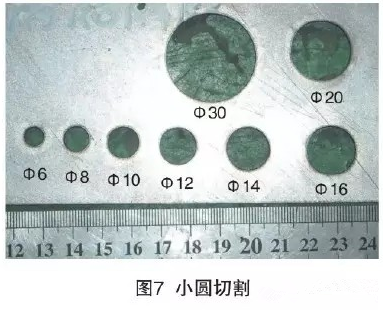
3) 高质量的激光切割效果除了要求机器人自身应具有很高的运动轨迹精度外,良好的切割工艺也是必备因素。切割工艺涉及到切割速度和加速度、激光功率、焦点位置、吹气量等多种因素的综合调节。图7为工艺调整后切割出的小圆,直径分别为Φ6,Φ8,Φ10,Φ12,Φ14,Φ16,Φ20,Φ30,可以看出切割后的小圆热变形很小,边缘光洁,无明显缺陷。经测量,小圆的轨迹误差约为0.1~0.25 mm,说明基于ABB机器人的激光切割系统具有很高的运动精度和切割精度。
结语
ABB机器人激光切割系统既具有机器人运动灵活,柔性高的特点,又具有激光切割的切割速度快、质量好、切缝窄等优点,很好地满足了现代制造业发展的要求;同时借助ABB机器人在激光切割领域的相关技术,不仅在技术上能够满足复杂三维切割的要求,有助于提高工业产品的质量水平,同时降低了生产成本,能够给企业带来巨大的经济效益。

